In the contemporary industrial era, lighting is no longer just about visibility; it is a critical component of operational safety, energy efficiency, and regulatory compliance. The "Tri-proof" designation—referring to waterproof, dustproof, and corrosion-proof capabilities—represents the gold standard for harsh environments. From the freezing humidity of food processing plants to the corrosive atmospheres of chemical workshops and the high-vibration requirements of transit tunnels, LED Tri-proof lights have become the indispensable backbone of global infrastructure.
Recent market analysis indicates a significant shift in procurement trends. Global enterprises are moving away from traditional vapor-tight fluorescent fixtures toward integrated LED systems that offer higher efficacy (up to 175lm/W) and modular intelligence. This evolution is driven by the urgent need to reduce carbon footprints and the rising costs of maintenance in high-ceiling facilities where lamp replacement is both costly and hazardous. As a leading exporter, we've observed a 40% increase in demand for "Field Adjustable" solutions, allowing facility managers to tune CCT and wattage on-site, significantly reducing inventory overhead for large-scale projects.
Our fixtures are engineered with high-impact PC (Polycarbonate) or stainless steel housings, achieving IK08-IK10 impact resistance ratings. Whether it's high-pressure water jets or heavy physical impact, our lights remain operational, ensuring zero downtime in critical workflows.
Unlike standard budget suppliers, we utilize thickened aluminum PCBs and optimized heat sink geometries. This technical "Information Gain" ensures that our LEDs maintain 90% lumen maintenance (L90) over 50,000 hours, even in ambient temperatures reaching 45°C.
Trust is built on verification. Our production lines are ISO9001 certified, and products carry TUV, CE, CB, RoHS, UL, and DLC markings. This rigorous adherence to international standards facilitates seamless customs clearance and insurance compliance for our global partners.
Zhongshan Zentem Light Co., Ltd. is located in Guzhen, Zhongshan — China’s Lighting Capital. We specialize in the manufacturing and export of high-quality LED lighting products, including LED bulbs, SKD bulbs, LED panel lights, rechargeable lights, and purity lamps. All products comply with international quality standards and certifications such as ISO9001, CE, CB, ROHS, and CCC, ensuring safety, reliability, and environmental sustainability.
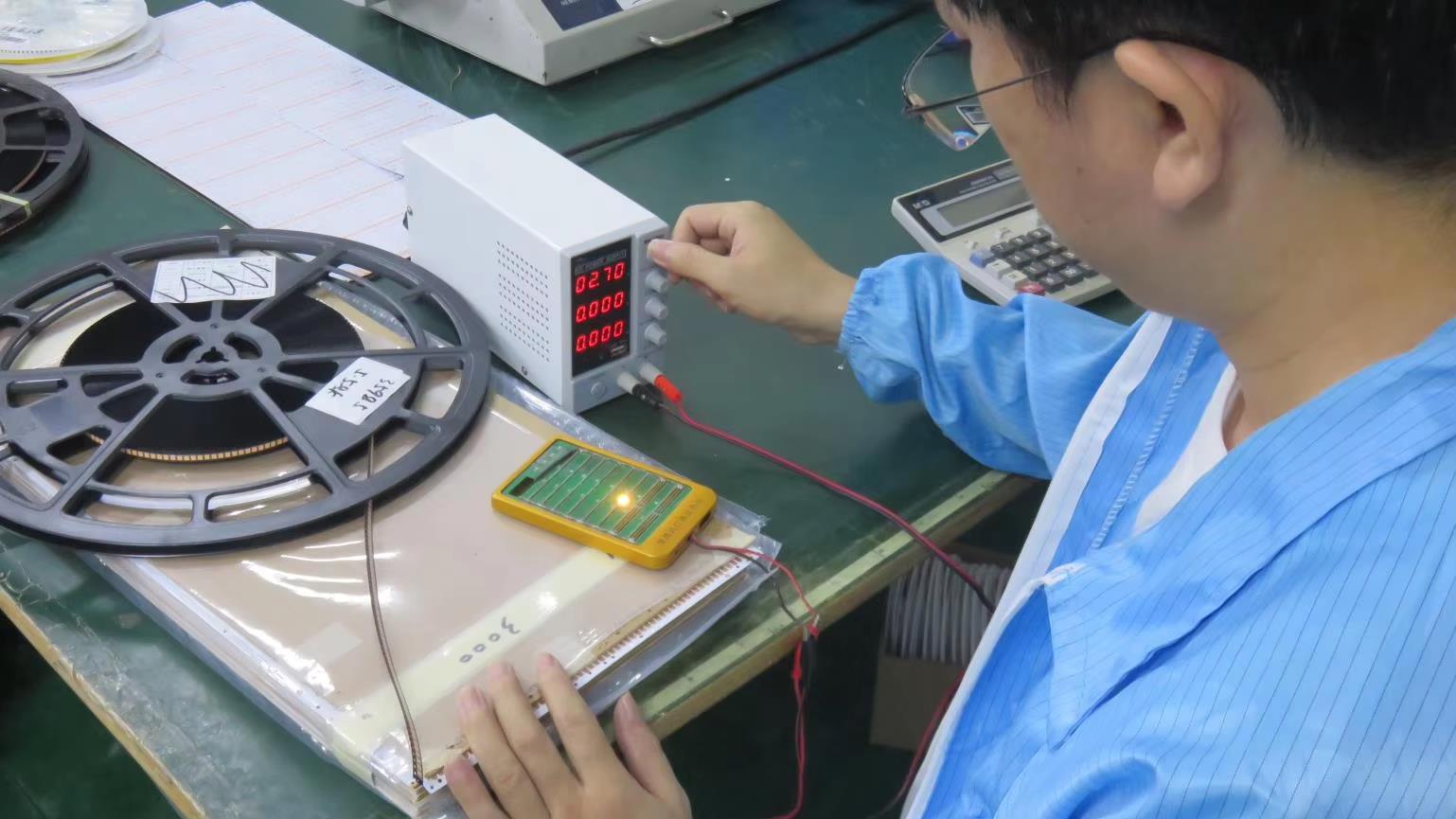
Our 42,800㎡ factory operates 16 automated production lines with advanced equipment, including Samsung SMT machines and professional testing systems, ensuring stable quality and a daily output exceeding 200,000 units.
We provide one-stop customization services for wattage, color temperature, packaging, logo, and product design. Our experienced R&D team supports fast sample development and efficient mass production for more than 1,000 clients worldwide.











Underground parking garages and train stations require 24/7 lighting. Our motion-sensor integrated Tri-proof lights reduce energy consumption by up to 80% during low-traffic periods while providing instant full brightness upon detection.
In environments like chemical processing or steel mills, fixtures must withstand airborne particles and corrosive vapors. Our stainless-steel and explosion-proof series provide the necessary safety margins for high-risk zones.
Hygiene is paramount. The smooth, non-toxic PC housing of our vapor-tight fixtures allows for easy cleaning and prevents the accumulation of bacteria or dust, meeting stringent food safety audits.
The next decade of industrial lighting belongs to IoT Integration. We are currently developing and exporting Zigbee and DALI-controlled Tri-proof systems that allow for centralized facility management. Furthermore, the push for "Circular Economy" means our SKD (Semi-Knocked Down) solutions are becoming increasingly popular in markets like South America and Africa, allowing for local assembly and reduced logistics emissions.